1. Sự cần thiết phải tái chế chất thải nhựa
Từ những năm 1970, việc tiêu thụ các sản phẩm nhựa đã tăng đáng kể dẫn đến sự gia tăng các chất thải nhựa. Tăng tiêu thụ các sản phẩm nhựa phản ánh những thay đổi trong sản xuất và tiêu dùng và thành phần chất thải cũng đã thay đổi; tỷ lệ chất thải hữu cơ giảm trong khi tỷ lệ nhựa tăng lên.
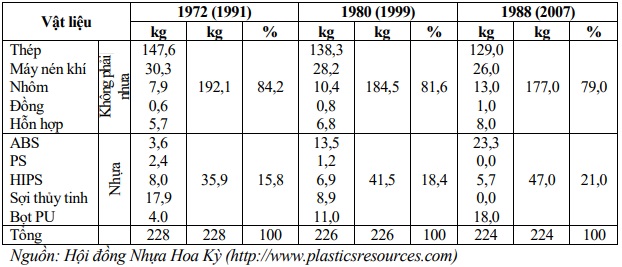
Nhựa đang ngày càng trở thành nguồn nguyên liệu được lựa chọn của các nhà thiết kế sản phẩm. Có thể thấy dấu hiệu của xu hướng này trong việc tăng sử dụng thành phần nhựa trong các sản phẩm như xe ô tô và tủ lạnh trong vòng 20 năm qua (Bảng 1).
Bảng 1. Thành phần của tủ lạnh (Với năm ước tính đối với chất thải cuối cùng)
Trước xu thế tăng lượng phát sinh chất thải và tăng tỷ lệ nhựa trong khối lượng chất thải, các nhà chức trách địa phương đang phải đối mặt với một số vấn đề môi trường, kinh tế và xã hội, không chỉ liên quan đến quản lý chất thải nhựa mà còn liên quan đến quản lý chất thải rắn nói chung. Những vấn đề này bao gồm:
- Sự bão hòa của các cơ sở xử lý chất thải truyền thống (bãi chôn lấp và lò đốt chất thải).
- Nhu cầu về dịch vụ thu gom vật liệu có chọn lọc.
- Làm mất mỹ quan và ảnh hưởng đến du lịch.
- Nghĩa vụ pháp lý phải tuân thủ các mục tiêu của pháp luật (ví dụ thu hồi, tái chế và hạn chế vận chuyển chất thải tới bãi chôn lấp) [16].
1.1. ‘Bão hòa’ các cơ sở xử lý chất thải truyền thống
a. Bãi chôn lấp
Các bãi chôn lấp không chỉ chiếm diện tích đất rộng lớn mà còn sinh ra các sol khí sinh học, mùi hôi, làm mất mỹ quan và có thể dẫn đến việc giải phóng các hóa chất nguy hại có trong nước rỉ rác tại các bãi chôn lấp. Sự phân hủy hữu cơ diễn ra sau quá trình xử lý các chất thải có khả năng phân hủy sinh học, bao gồm cả nhựa sinh học sinh ra khí nhà kính. Việc sử dụng các bãi chôn lấp chất thải thường đồng nghĩa với việc mất đi các nguồn tài nguyên và đất (do các bãi chôn lấp thường không được sử dụng lại sau khi đóng cửa vì các lý do kỹ thuật hay các rủi ro đến sức khỏe con người) và đây không được coi là một giải pháp quản lý chất thải bền vững cả về trung và dài hạn.
b. Lò đốt
Nhựa là thành phần tạo ra hàm lượng nhiệt cao nhất trong quản lý chất thải rắn. Phần lớn chất thải nhựa có hiệu suất tỏa nhiệt cao, khoảng 40 MJ/kg, tương đương với dầu thô (Bảng 2.2).
Bảng 2: Hiệu suất tỏa nhiệt của một số vật liệu điển hình
| Polyme, nhiên liệu & chất thải nhựa hỗn hợp | Giá trị nhiệt lượng thực (Mj/kg) |
| HDPE, LDPE, PP | 45 |
| Dầu | 40 |
| Than | 25 |
| PVC (thay đổi lớn giữa PVC cứng và dẻo) | 22 |
| Bao bì hỗn hợp đựng thực phẩm | 45 |
| Bao bì hỗn hợp không dùng cho thực phẩm | 37 |
Nguồn: Association of Cities and Regions for Recycling (ACRR)
Tuy nhiên, các lò đốt chất thải rắn của thành phố gặp phải hai khó khăn chính trong quá trình vận hành. Thứ nhất là khối lượng dòng thải và thứ hai là hiệu suất tỏa nhiệt của chất thải. Với sự gia tăng tỷ lệ chất thải nhựa trong dòng chất thải rắn, các lò đốt chất thải rắn nhanh chóng đạt đến các giới hạn nhiệt và đôi khi phải “pha loãng” dòng thải bằng các vật liệu có hàm lượng năng lượng thấp hơn. Khi đó các lò đốt chất thải phải đối mặt với việc đưa ra sự lựa chọn: hoặc hạn chế các chất thải có hiệu suất tỏa nhiệt cao khi chuyển tới lò đốt (thông qua các chương trình thu gom và tái chế chọn lọc), hoặc là xây lò đốt mới.
Một nghiên cứu của Văn phòng Thủ tướng Anh năm 2002 cho thấy “các lò đốt mới được chấp nhận khi thỏa mãn một số điều kiện như:
- Phải là một hợp phần của chiến lược tái chế, trong đó mọi thứ có thể tái chế đều phải được tái chế
- Một số vật liệu được phân loại và không đốt trực tiếp (ví dụ các loại nhựa)”.
1.2. Nhu cầu thu gom chất thải có chọn lọc
Việc thu hồi các loại vật liệu tái chế thông qua thu gom chọn lọc có nhiều ưu điểm và thường là một hoạt động mang tính xây dựng trước nhu cầu của chính phủ. Chắc chắn việc triển khai các dịch vụ thu gom có chọn lọc sẽ được dân chúng đón nhận.
Cũng theo nghiên cứu trên: “Công chúng nhận thấy có sự liên quan rõ rệt giữa tái chế và môi trường và xem đó là một trong số ít các hoạt động để con người có thể tạo ra sự khác biệt thực sự… Nhu cầu đối với các dịch vụ thu gom tại hè phố là rất cao; ba trong bốn người được phỏng vấn nói rằng họ sẽ tái chế nhiều hơn nếu có dịch vụ này”.
Tuy nhiên, người dân thường không hiểu tại sao một số chất thải nhất định được thu gom còn một số chất thải khác thì không. Trong trường hợp đối với chất thải nhựa, các hướng dẫn về phân loại được gửi tới các hộ gia đình, với lý do về hiệu quả sinh thái, dẫn đến lượng chất thải nhựa được thu gom ở mức lớn hơn so với chất thải giấy và thủy tinh.
Ngoài ra, ở nhiều quốc gia, biểu tượng xanh (Green Dot) quen thuộc được in trên hầu hết bao bì có thể khiến cho mọi người suy luận sai rằng tất cả các bao bì sẽ được tái chế, hay vật liệu này có thể tái chế được (hoặc thậm chí chúng được làm từ vật liệu tái chế). Nhiều quốc gia đang đẩy nhanh việc thu gom chất thải tại hè phố. Ví dụ, kế hoạch về chất thải gần đây nhất của thành phố Cambridgeshire và Peterborough (Anh) cho thấy áp lực đáng kể của chính phủ đối với tái chế nhựa.
1.3. Ô nhiễm cảnh quan và các ảnh hưởng đến du lịch
Không ai muốn nhìn thấy cảnh quan bị ô nhiễm bởi chất thải. Tại các điểm du lịch, việc không kiểm soát được chất thải, bao gồm cả nhựa, không chỉ là vấn đề sạch sẽ nơi công cộng mà còn là vấn đề về hình ảnh, có thể ảnh hưởng tiêu cực đến kinh tế.
Điều đáng chú ý là rất nhiều chất thải ở các thị trấn, nông thôn và đặc biệt là ở ven sông, hồ hay biển. Năm 1998, tại Ai Len có tới 81.000 tấn chất thải đường phố. Một cuộc khảo sát năm 1999 của Công ty Nghiên cứu Tư vấn DOELG về túi nhựa ước tính 15% tổng chất thải của Ai Len là nhựa.
Theo một nghiên cứu khác của Hội Bảo tồn Biển Beachwatch, Anh (Báo cáo năm 2000 về khảo sát toàn quốc bờ biển sạch) cho thấy, hơn 60% tổng lượng chất thải là nhựa. Hơn
1.000 sản phẩm là nhựa đã được thấy trên mỗi km bờ biển được khảo sát trong tổng số
108.300 sản phẩm nhựa. Tác động đến các tiện nghi ở địa phương do việc xả chất thải có thể được giảm bớt nếu có chính sách chung về ngăn chặn việc xả chất thải hoặc một chính sách cụ thể về quản lý chất thải nhựa.
Tại Ai Len, có 1,2 tỷ túi nhựa được sử dụng mỗi năm, nghĩa là trung bình hơn 300 túi/người/năm. Những chiếc túi này nếu không được thu gom sẽ làm mất mỹ quan và gây tắc nghẽn cống thoát nước. Từ năm 2002, mức phí 0,15 euro đã được áp dụng nhằm thúc đẩy việc tái sử dụng túi mua hàng. Trong thời gian 3 tháng, việc sử dụng túi nhựa một lần đã giảm hơn 90% và giúp tiết kiệm 3,5 triệu euro.
1.4. Các quy định pháp luật
Một khung pháp lý đã được ban hành quy định nhiều khía cạnh của quản lý chất thải và bảo vệ môi trường. Đây là một động lực mạnh mẽ để sử dụng tài nguyên bền vững hơn và tăng cường tái chế. Hướng dẫn của Liên minh châu Âu về Bao bì và Chất thải bao bì (94/62/EC) là một ví dụ điển hình. Kết quả là tất cả các quốc gia thành viên Liên minh châu Âu (EU) đều có các hệ thống quốc gia để thu gom, tái chế và thu hồi chất thải bao bì.
Tuy nhiên, các nước áp dụng các cách tiếp cận khác nhau khi thực hiện các chính sách của EU. Một số trường hợp, chẳng hạn như Hà Lan có các thỏa thuận tự nguyện theo đặc trưng văn hóa của họ (mặc dù cũng cần phải hỗ trợ bằng các công cụ pháp luật); ở các nước này, việc chỉ dựa trên văn bản pháp lý ít có ý nghĩa trong việc đạt được tỷ lệ tái chế cao. Ngược lại, các nước như Đức đã chọn cách áp dụng chính sách “mệnh lệnh” và kiểm soát để đưa ra các mục tiêu bắt buộc, nhằm đảm bảo thực thi các nghĩa vụ của quốc gia và châu Âu.
Để giảm thiểu tác động môi trường do lượng chất thải tăng cao, các cơ quan lập pháp của châu Âu đã quy định một số nghĩa vụ đối với các sản phẩm chất thải nhất định và các nước thành viên phải tuân thủ. Các quy định liên quan đến chất thải nhựa bao gồm:
- Hướng dẫn về bao bì và chất thải bao bì (94/62/EC)
- Hướng dẫn về xe hết hạn sử dụng (2000/53/EC)
- Hướng dẫn về chất thải điện tử và thiết bị điện (2002/96/EC)
- Hướng dẫn về bãi chôn lấp (99/31/EC), …
2. Tiềm năng tái chế chất thải nhựa
2.1. Về môi trường
Tái chế nhựa có thể giúp mang lại những cải thiện về môi trường ở cấp khu vực, vùng, quốc gia và toàn cầu thông qua:
a. Tránh lãng phí tài nguyên
Dầu thô sử dụng làm nguyên liệu sản xuất nhựa ước tính chiếm 4% lượng dầu thô tiêu thụ trên toàn cầu. Để sản xuất 1 kg nhựa cần tiêu hao khoảng 2 kg dầu. Tuy nhiên, sản phẩm được tạo ra (do tính chất nhẹ, có khả năng cách điện và bảo vệ) lại có thể giúp tiết kiệm dầu do giảm nhu cầu vận chuyển và sử dụng năng lượng trong quá trình sản xuất. Cũng do thay dầu thô bằng chất tái chế trong sản xuất nhựa nên lượng nguyên liệu thô giảm, trong khi hiệu suất của nhựa lại tăng ở giai đoạn cuối trong vòng đời sản phẩm.
Tuy nhiên, lợi ích chính của tái chế nhựa lại là giảm tiêu thụ năng lượng sơ cấp. Sản xuất polyme là khâu sử dụng nhiều tài nguyên nhất trong quá trình sản xuất các sản phẩm nhựa, chiếm khoảng 72-91% tổng mức tiêu thụ năng lượng, tùy từng loại polyme. Tỷ lệ này tương đương với mức 6-20% năng lượng sử dụng cho toàn bộ quy trình, tùy theo sản phẩm được sản xuất (gồm chai, đường ống hay màng).
Ngược lại, năng lượng cần thiết sử dụng trong quy trình tạo ra vảy nhựa tái chế có thể giảm 62-92% mức năng lượng cần để tạo ra hạt nhựa nguyên sinh. Tương tự, mức tiết kiệm năng lượng có thể đạt 38% khi xử lý màng LDPE thành dạng hạt và 77% khi tái xử lý chai HDPE cứng, so với sản xuất vật liệu nguyên sinh.
Trong quy trình sản xuất nhựa, dầu và khí được chuyển đổi thành các monome (ví dụ như ethylene). Các bước tiếp theo trong quy trình sản xuất (ví dụ PE polyethylene) tiêu thụ rất nhiều năng lượng, đòi hỏi cả nhiệt độ cao và quá trình làm lạnh. Để sản xuất 1 kg ethylene, mức năng lượng tiêu thụ là khoảng 20 MJ (MJ). Nếu tính toàn bộ quá trình sản xuất từ khai thác nguyên liệu thô trên Trái đất cho đến sản phẩm cuối cùng thì với mức năng lượng tiêu thụ để sản xuất ra mỗi loại nhựa là khoảng 60 đến 120 GJ/t (Bảng 2.3).
Bảng 3. Năng lượng sử dụng cho sản xuất polyme ở châu Âu
| Loại monome | Năng lượng (GJ/tấn sản phẩm) | Tấn CO2 (hóa thạch/tấn sản phẩm) |
| LDPE/LLDPE | 78 | 78 |
| HDPE | 80 | 1,7 |
| PP | 111 | 3,4 |
| PVC | 57 | 2,0 |
| PS | 87 | 2,6 |
| PET | 78 | 2,3 |
| Amino | 60 | 2,9 |
| PUR | 105 | 3,9 |
| Others | 117 | 5,1 |
Nguồn: Eco-Profiles of Plastics and Related Intermediates – Methodology, EC/IPTS, Spain
b. Giảm nhu cầu xây mới các cơ sở xử lý chất thải
Quản lý chất thải tốt nhất chính là ngăn ngừa việc phát sinh chất thải. Tuy nhiên, đối với các loại chất thải được tạo ra sẽ có các giải pháp quản lý tương ứng. Nói chung, tái chế và tái sử dụng cần được xem xét trước vấn đề thu hồi năng lượng. Càng chú ý đến các giải pháp lựa chọn ưu tiên sẽ càng làm giảm nhu cầu xây mới các cơ sở xử lý chất thải. Tất nhiên vẫn có trường hợp ngoại lệ (như vị trí địa lý, ô nhiễm, thị trường địa phương và năng lực tái chế), điều này có nghĩa là thu hồi năng lượng lại trở thành lựa chọn môi trường có giá trị thực tế tốt nhất.
c. Giảm phát thải khí nhà kính
Trong bối cảnh thực hiện Nghị định thư Kyoto và mong muốn chung là giảm tác động của con người đến khí hậu, điều quan trọng là cần phải xem xét các vấn đề môi trường toàn cầu trong quản lý chất thải.
So sánh với quá trình sản xuất hạt nhựa nguyên sinh thì quá trình tái chế tạo ra ít CO2 hơn (Hình 1).
2.2. Về kinh tế
a. Tạo việc làm

Hình 1. Phát thải CO2 trong sản xuất HDPE nguyên sinh và tái chế
Tái chế có thể là cơ hội để tạo việc làm ở địa phương với các công việc thu gom, phân loại, truyền thông, quản lý và tái chế. Tái chế có thể được thực hiện ở phạm vi địa phương, khu vực hoặc rộng hơn và do đó các ảnh hưởng tích cực về mặt kinh tế có thể có ở địa phương hay ngoài khu vực này. Tạo việc làm rõ ràng là một trong nhiều tác động tích cực về mặt xã hội. Theo Tổ chức Thu hồi chất thải bao bì của Đức (DSD), hệ thống thu gom và phân loại ở Đức đã tạo ra khoảng 170.000 việc làm (tỷ lệ 2 việc làm/1.000 người).
Một nghiên cứu do Kernow (Anh) thực hiện năm 2002 đã ước tính tái chế nhựa ở Cornwall đủ để tạo ra 150 việc làm và thúc đẩy nền kinh tế với lợi nhuận 23,5 triệu euro. So với dân số Cornish (470.000 người), khả năng tạo việc làm là 1 việc làm/3.100 người và lợi ích kinh tế có thể mang lại là 50 euro/người. Các kết quả của một dự án nghiên cứu khác của Anh do London Remade tài trợ được thực hiện năm 2003 về số lượng việc làm được tạo ra trong lĩnh vực tái chế cho thấy tái chế chai PET tạo ra nhiều việc làm nhất so với gia công các vật liệu có thể tái chế khác.
b. Giảm chi phí xử lý chất thải
Tái chế chất thải nhựa có thể giúp giảm chi phí xử lý chất thải theo hai cách. Trong thập kỷ qua, các quy định của châu Âu nhằm kiểm soát các tác động môi trường của lò đốt chất thải (Chỉ thị 2000/76/CE) và bãi chôn lấp (Chỉ thị 1999/31/CE) đã dẫn đến việc tăng chi phí của các giải pháp quản lý chất thải. Những chi phí này tăng lên do tăng cường sự kiểm soát chặt chẽ và đánh thuế đối với các bãi chôn lấp (và thiêu hủy) và hoạt động này có tác dụng thúc đẩy công cuộc tái chế.
Theo một nghiên cứu của Công ty Tư vấn Juniper (Hồ sơ về thiêu hủy chất thải của châu Âu năm 2000), chi phí đốt chất thải ở châu Âu đã tăng đáng kể trong những năm 1990, từ mức trung bình 100 euro (năm 1993) lên 114 euro (năm 1995), 132 euro (năm 1997) và 141 euro (năm 1999). Cũng theo báo cáo này, phí xử lý chất thải dao động từ 25 euro/tấn ở Tây Ban Nha đến 160 euro/tấn ở Đức và mức trung bình trên toàn châu Âu là 75 euro/tấn.
Điều này cho thấy không thể nói tái chế nhựa sẽ không cần đến đốt chất thải hoặc các hình thức thu hồi năng lượng khác. Những công nghệ này chắc chắn sẽ cần đến trong xử lý các loại nhựa không thể tái chế.
2.3. Về xã hội
a. Phản ứng NIMBY
NIMBY (not-in-my-backyard: không để trong sân nhà tôi) được coi là hiện tượng tâm lý của cộng đồng địa phương được lựa chọn đặt các công trình không được địa phương chấp nhận. Các hộ gia đình thường thể hiện sự nhiệt tình tham gia tái chế và đều mong muốn tham gia vào các chương trình thu gom chất thải có chọn lọc (mặc dù mức độ tham gia thực sự của họ thường không đạt được các mong muốn ban đầu).
Sự ra đời của một chiến lược tăng cường tái chế có thể tránh đòi hỏi bổ sung thêm lò đốt chất thải hay tăng công suất của bãi chôn lấp. Việc thành lập các cơ sở này là một thách thức đối với các cơ quan quản lý công, là các đối tượng phải đối mặt với phản ứng NIMBY, mặc dù vậy có thể giải quyết thách thức này thông qua việc truyền thông hiệu quả cho công chúng. Tuy nhiên, trong nhiều trường hợp, chi phí tái chế cao hơn thiêu hủy, do đó mức phí mà người dân phải trả sẽ tăng lên.
b. Nhận thức của công chúng về vấn đề môi trường
Sự ra đời của chương trình tái chế sẽ giúp nâng cao nhận thức môi trường cho công chúng. Kết quả là một bộ phận đáng kể người dân cảm thấy có động lực để tham gia vào các chương trình mà chính phủ đưa ra. Thông thường thì sau các chương trình này, người dân sẽ thể hiện nhu cầu với các đại diện ở địa phương về cải thiện và mở rộng các dịch vụ hiện có đối với nhiều loại chất thải nhựa.
Nâng cao nhận thức có thể mang lại lợi ích kinh tế đối với nhựa nói chung, cải thiện hình ảnh của vật liệu này (vốn thường gắn với sự lãng phí, ném chất thải và xả chất thải). Ngoài ra, các đề án thu gom vật liệu (cũng bao gồm cả nhựa) có thể tăng 20-30% tổng khối lượng vật liệu được thu gom từ các chương trình thu gom chất thải tại nhà.
3. Các thách thức trong tái chế chất thải nhựa
3.1. Về sức khỏe
Một số trường hợp, nhựa tái chế có thể có tác động tiêu cực đến sức khỏe con người. Về cơ bản, tại các cơ sở tái chế, phân loại chất thải nhựa vẫn được tiến hành thủ công, công nhân có thể có nguy cơ bị chấn thương và mắc bệnh trong quá trình phân loại vật liệu. Đôi khi, người tiêu dùng không nhận thức được hết những gì có thể và không thể tái chế, các vật liệu như kim tiêm và thủy tinh vỡ có thể được để lẫn với nhau và có nguy cơ gây thương tích cho công nhân.
Một nguy cơ khác của tái chế chất thải nhựa là gây ảnh hưởng đến người dân địa phương ở các nước có các quy định ít nghiêm ngặt hơn so với các nước trong Liên minh châu Âu. Các kỹ thuật tái chế được sử dụng để xử lý chất thải nhựa có thể tương đối đơn giản ở các nước này và trong một số trường hợp thiếu các phương tiện thích hợp để bảo vệ môi trường và sức khỏe con người. Ví dụ, việc bằm nhỏ và đun nóng chảy nhựa ở khu vực không thông thoáng có thể có những hậu quả tiêu cực đối với sức khỏe con người.
Một nghiên cứu đặc biệt cho thấy nồng độ cao chất ô nhiễm hữu cơ khó phân hủy (POP) và kim loại nặng/á kim được phát hiện trong không khí ở Quý Tự, Quảng Đông (Trung Quốc) là do quá trình đốt cháy không hoàn toàn thiết bị điện và điện tử (WEEE) từ các vật liệu như chip nhựa và PVC. Đặc biệt, nghiên cứu cho thấy nồng độ cao polybrominated diphenyl ether (PDBE) trong không khí bắt nguồn từ quá trình làm tan chảy polyme (trong những đám cháy WEEE không kiểm soát được ở một bãi chất thải ngoài trời) có chứa chất chống cháy dạng brôm.
Tiếp xúc với PDBE nồng độ cao sẽ gây ra sự tích lũy trong cơ thể người, có liên quan đến rối loạn hocmon tuyến giáp, suy giảm khả năng tiếp thu và suy giảm trí nhớ, thay đổi hành vi, giảm chức năng thính giác, chậm thời gian dậy thì, suy giảm phát triển thần kinh ở trẻ sơ sinh, giảm số lượng tinh trùng, dị tật thai nhi và có thể là ung thư. Những hoạt động này dẫn đến ô nhiễm đất nghiêm trọng do POP và kim loại nặng ngấm vào đất, đồng thời có thể ảnh hưởng đến môi trường xung quanh như các cánh đồng lúa và sông bởi quá trình lưu thông của không khí và quá trình lắng đọng.
Các nghiên cứu định lượng các tác động có xu hướng không tập trung vào độc tính đối với con người. Có quan điểm cho rằng tái chế theo phương pháp cơ học là một lựa chọn tốt hơn so với hầu hết các phương pháp xử lý chất thải khác.
Một nghiên cứu khác đưa ra các kết quả khác nhau khi so sánh tái chế với phương pháp nhiệt phân chất thải nhựa hỗn hợp. Với phương pháp này, có ít công việc phải làm hơn trong trường hợp là hỗn hợp nhựa và nhiều công việc phải làm hơn trong trường hợp sử dụng công nghệ trong toàn bộ quy trình tái chế. Sản phẩm nhựa cuối cùng chịu ảnh hưởng không chỉ bởi phương pháp tái chế mà còn bởi hỗn hợp nhựa và phương pháp phân loại. Đặc biệt, phân loại, làm sạch và tái chế cơ học PE và PP bằng kỹ thuật Polymera của Thụy Sĩ có lợi hơn khi so sánh với phương pháp nhiệt phân hỗn hợp chỉ có PE và PP.
Các kịch bản tái chế sử dụng kỹ thuật phân loại hay tái chế từng phần (hỗn hợp PE, PP, PET và PVC) không được ưa thích bằng nhiệt phân bởi việc chôn lấp chất thải sau đó gây nhiều độc hại cho người. Tuy nhiên, điều đáng chú ý là tái chế và nhiệt phân trong nghiên cứu này liên quan đến ít nhất 16% lượng chất thải được chôn lấp không có khả năng phục hồi và trong mọi trường hợp đều góp phần gây ra tác động chung.
3.2. Về môi trường
Bên cạnh các tác động tích cực đối với môi trường, tái chế chất thải nhựa cũng có những tác động tiêu cực nhất định nếu các cơ sở tái chế không được quản lý đúng cách. Do rất nhiều chất thải nhựa được thu gom hàng ngày để tái chế nên các cơ sở thu gom có thể trở nên mất vệ sinh. Các địa điểm thu gom chất thải nhựa có thể gây tổn hại nghiêm trọng đến môi trường xung quanh. Hóa chất độc hại trong chất thải nhựa có thể lẫn vào nước và đất. Điều này có thể gây ra ô nhiễm nước và đất và gây hại cho thực vật và động vật sống ở sông và ao hồ. Khi chúng hòa lẫn vào nước mưa sẽ hình thành một hỗn hợp độc hại được gọi là nước rỉ rác. Hỗn hợp này có thể rất nguy hiểm nếu nó hòa vào nguồn cung cấp nước. Khi trời mưa, hầu hết nước bị ô nhiễm (nước rỉ rác) từ các bãi thu gom chất thải nhựa thấm sâu vào lòng đất và gây ô nhiễm nước ngầm.
Sau khi đã được phân loại, chất thải nhựa phải được xử lý để đạt các tiêu chí kỹ thuật của công đoạn tái chế thành phẩm. Quá trình rửa chất thải nhựa thường phát sinh nhiều chất thải. Công nghệ rửa, xử lý có vai trò quyết định đối với mức độ ô nhiễm, các tác động đến sức khỏe (công nhân thao tác và cộng đồng). Trong quá trình tái chế, bụi, hợp chất hữu cơ dễ bay hơi (VOC) phát tán vào môi trường xung quanh gây ô nhiễm không khí.
Tuy nhiên, lợi ích của tái chế chất thải nhựa lớn hơn những rủi ro liên quan đến sự quản lý yếu kém các điểm tái chế chất thải nhựa. Các chương trình tái chế vận hành tốt không có khả năng gây hại cho môi trường mà ngược lại còn giúp bảo vệ hệ động thực vật của hành tinh chúng ta.
4. Quy trình sơ chế chất thải nhựa
Trước khi tái chế, chất thải nhựa cần được sơ chế theo các công đoạn sau:
a. Phân loại
Về lý thuyết, tất cả các loại nhựa đều có thể tái chế nhưng trong thực tế ở Niu-Dilân chỉ có nhựa mã 1 (PET) và mã 2 (HDPE) được tái chế. Chất thải nhựa được phân loại thủ công theo hai mã này và mã 7 (các loại khác).
Trong hoạt động tái chế nhựa, điều quan trọng là phải phân biệt chính xác từng loại nhựa để có thể tạo ra được các sản phẩm đẹp, chất lượng cao và có tính chất cơ học tốt.
Việc tách PVC ra khỏi dòng nhựa PET đặc biệt quan trọng bởi vì các công đoạn phân loại phức tạp về sau không thể phân biệt được hai loại nhựa này. Tất các các loại đá, đinh, kim loại, v.v.. bị lẫn với nhựa cần được loại bỏ thủ công ở công đoạn này.
b. Bằm nhỏ
Kỹ thuật bằm nhỏ là kỹ thuật chia nhỏ vật liệu bằng nhiều cách nhằm làm tăng thêm số lượng nguyên liệu tái chế, thuận lợi cho việc vận chuyển và dễ dàng đưa vào các thiết bị tái chế. Nhựa thô sau khi phân loại sẽ được cho vào máy bằm để bằm nhỏ. Nguyên liệu được đổ vào một cái phễu ở phía trên máy bằm, lưỡi cắt xoay đều và cắt ra thành nhiều mảnh nhỏ. Sau đó, chúng sẽ được đưa qua một vỉ lọc và rơi xuống thùng chứa đặt phía dưới.
c. Rửa sạch
Sau khi bằm nhỏ, các mảnh vụn nhựa được rửa sạch để loại bỏ keo, nhãn giấy, bụi bẩn và các chất dư thừa của sản phẩm mà chúng chứa đựng. Nhựa PET và các loại nhựa “khác” (không thuộc PET và HDPE) được rửa sạch bằng nước nóng khoảng 900C trong thời gian ít nhất là 20 phút, trong khi HDPE (dòng nhựa có nhiệt độ nóng chảy thấp hơn nhiều) phải được rửa sạch ở nhiệt độ thấp hơn 400C để tránh bạc màu nhựa.
Giải pháp làm sạch chất thải nhựa là hòa chất tẩy kiềm vào nước rửa để loại bỏ bụi bẩn, dầu mỡ và làm giảm lượng protein. Chất tẩy được sử dụng là chất tẩy kiềm và mang điện tích dương (nghĩa là dung dịch kiềm có chứa chất hoạt hóa bề mặt mang điện tích dương). Các chất tẩy rửa bát đĩa thông thường thường mang điện tích âm do kính, sứ, v.v.. thường được sản xuất với bề mặt tích điện âm, do đó chúng có thể thu hút các hạt bụi bẩn mang điện tích dương, vì vậy chất tẩy mang điện tích âm là cần thiết để loại bỏ bụi bẩn. Nếu một chất hoạt tính bề mặt mang điện tích dương được sử dụng, nó không những không có khả năng loại bỏ các chất bẩn mà nó còn dính vào bề mặt cần được làm sạch và làm nhờn các bề mặt này.
Tuy nhiên, nhựa có bề mặt mang điện tích dương, đồng nghĩa với việc cần có chất tẩy mang điện tích dương để làm sạch chúng. Chất hoạt tính bề mặt mang điện tích dương ít phổ biến hơn so với chất hoạt tính mang điện tích âm nhưng chúng được sử dụng trong dầu gội và chất làm mềm vải.
Trong quá trình rửa, bộ phận khuấy trong bồn rửa hoạt động liên tục làm cho các chất bám vào nhựa bong ra, sau đó vật liệu sạch được đẩy ra ngoài qua các lỗ nhỏ còn chất bẩn bị giữ lại bên trong. Nhựa tiếp tục được rửa sạch và sau đó được phân loại theo trọng lượng.
Việc phân loại được thực hiện bằng cách sử dụng một bộ lọc nước xoáy lốc được thiết kế để tách các loại nhựa nhất định ra khỏi các loại nhựa khác. Trong trường hợp PET, nó nặng hơn hầu hết các loại nhựa khác nên 95% PET chìm xuống đáy trong khi 5% còn lại cùng các vật liệu khác nổi lên trên bề mặt. Trọng lượng của PVC tương đương với PET, dẫn đến việc không thể tách chúng ra được trong giai đoạn này. Ví lý do này, việc tách toàn bộ PVC trong quá trình phân loại thủ công là rất quan trọng.
d. Tạo hạt
Việc tạo hạt được thực hiện bằng cách làm nóng chảy các mảnh nhựa vụn sau đó chúng được đưa qua một lưới lọc để loại bỏ tất cả các bụi bẩn hoặc kim loại rắn. Cuối cùng, chúng được đùn qua các lỗ nhỏ. Nếu nhựa đơn giản chỉ được đùn qua các lỗ này, nó sẽ đi ra như các sợi mì spaghetti và nhanh chóng rối với nhau. Do đó nó được phun nước khi được đùn ra (để tránh dính lại với nhau) và cắt bằng các dao quay để tạo ra các hạt nhỏ, dạng viên hình bầu dục.
5. Phương pháp tái chế chất thải nhựa
Tái chế nhựa sẽ làm giảm lượng chất thải cần xử lý trong khi làm giảm áp lực đối với vật liệu nhựa nguyên sinh. Tái chế nhựa cũng làm giảm sự tiêu thụ năng lượng và nước và phát thải các loại khí và hóa chất độc hại trong quá trình sản xuất vật liệu nguyên sinh.
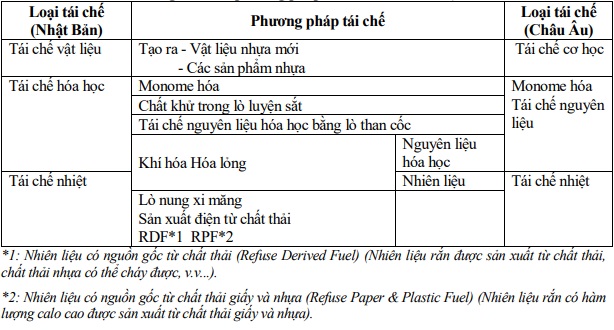
Trong quá trình tái chế nhựa, các sản phẩm cuối cùng có thể thay thế cho vật liệu nguyên sinh và sẽ tạo ra những lợi ích kinh tế – môi trường đáng kể. Tái chế nhựa có thể được thực hiện theo ba cách chính (Bảng 4): tái chế cơ học, tái chế hóa học (hay tái chế nguyên liệu) và tái chế nhiệt.
Bảng 4. Các phương pháp tái chế chất thải nhựa
5.1. Phương pháp tái chế cơ học
Đây là phương pháp đơn giản và phổ biến được sử dụng cho phần lớn các loại chất thải nhựa. Tái chế cơ học là cách để tạo ra các sản phẩm mới từ chất thải nhựa chưa bị biến đổi. Phương pháp này được phát triển từ những năm 1970 và hiện đang được hàng trăm nhà sản xuất trên thế giới sử dụng.
Chất thải được tái chế bằng phương pháp cơ học cho đến nay phần lớn là chất thải nhựa công nghiệp. Chất thải nhựa công nghiệp phát sinh trong sản xuất, chế biến và phân phối các sản phẩm nhựa rất thích hợp để sử dụng làm nguyên liệu cho tái chế cơ học nhờ sự phân tách rõ ràng các loại nhựa khác nhau, đồng thời chất thải nhựa công nghiệp có hàm lượng bụi bẩn và tạp chất thấp và với số lượng lớn.
Tất cả các loại sản phẩm tái chế được làm từ nhựa công nghiệp bao gồm đồ chứa, ghế băng, hàng rào, thiết bị vui chơi cho trẻ em, các sản phẩm bao bì, vận tải, xây dựng, nhà cửa, công viên, đường, đường sắt, các hàng hoá khác và các phương tiện được sử dụng trong nông nghiệp, lâm nghiệp và thủy sản.
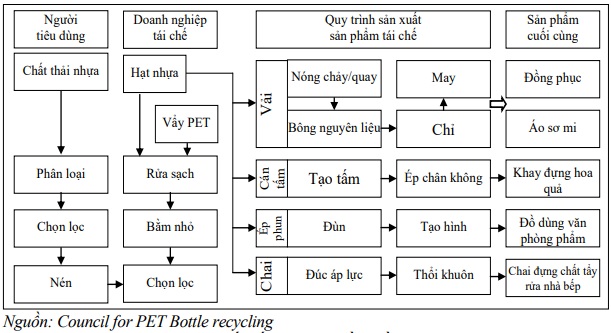
Hình 4. Quy trình tái chế chất thải nhựa bằng bằng phương pháp cơ học
Các sản phẩm tái chế có một số đặc điểm hấp dẫn là chúng bền, nhẹ, dễ gia công và dễ cắt nối, giống như gỗ. Các sản phẩm tái chế có các tính chất này đang được kỳ vọng có thể được sử dụng làm các vật liệu khác, chẳng hạn như thép, bê tông, gỗ và các khối phân cách giữa.
Chất thải nhựa phát sinh từ hộ gia đình, chẳng hạn như chai PET và tấm cách nhiệt xốp polystirol, được chuyển đổi thành các sản phẩm dệt may, vật liệu bao bì, chai lọ, văn phòng phẩm, các nhu yếu phẩm hàng ngày, băng video và các sản phẩm tương tự.
Quy trình tái chế cơ học
Nấu chảy lại để tạo ra sản phẩm:
Chai PET từ chất thải sinh hoạt đã phân loại được thu gom, ép và đóng gói để vận chuyển đến các địa điểm tái chế. Tại đây, chất thải được phân loại tiếp tục để loại bỏ tạp chất, sau đó được bằm nhỏ và làm sạch, các thành phần không phải là nhựa bị loại bỏ và phần còn lại được tạo hạt và vẩy để tái chế. Vật liệu tái chế này sau đó được chuyển đến các nhà máy dệt và sản xuất tấm nhựa. Tại đó, chúng được nấu chảy một lần nữa để tạo ra các sản phẩm dệt may và tấm nhựa. Tái chế cơ học các chất thải nhựa khác cũng được thực hiện theo quy trình cơ bản tương tự như vậy.
Chế tạo sản phẩm:
(1) Ép đùn
Quá trình ép đùn cũng giống như quá trình tạo hạt nhưng sản phẩm cuối cùng có dạng ống. Quá trình này có thêm một khuôn thép có khoét lỗ để định hình sản phẩm. Nguyên liệu được làm nguội và hoá rắn trong không khí, trong nước sinh hoạt hoặc thùng lạnh trước khi qua ống cuốn và được cắt thành những đoạn thẳng.
Nguyên liệu là các mảnh PVC được sử dụng để chế tạo các sản phẩm dạng ống. Đầu tiên, nguyên liệu cần được sấy khô, sau đó sẽ được lọc và trộn với các chất phụ gia. Chúng được đưa vào phễu để đi vào khuôn. Trục vít quay tạo ra hơi nóng do ma sát. Do đó, độ ẩm của nguyên liệu sẽ lại tiếp tục được giảm xuống và được lọc một lần nữa. Sau đó, chúng sẽ được đẩy qua khuôn tạo ống để tạo ra sản phẩm cuối cùng. Sản phẩm bao gồm ống, tấm nhựa, màng và ống bọc dây điện.
(2) Ép phun
Nguyên liệu được đưa vào phễu và đi xuống máy đùn. Trục vít quay sẽ đẩy nhựa lên phía trước và gia nhiệt sẽ làm nóng chảy nguyên liệu. Sau đó, trục vít ngừng quay để nhựa chảy dồn về phía trước khuôn. Khi đủ lượng nguyên liệu, trục đẩy sẽ đẩy lượng nhựa nóng chảy qua vòi phun vào một khuôn thép kín. Khuôn này được giữ lạnh để nguyên liệu nhanh chóng cứng lại. Sau đó, người ta mở khuôn và lấy sản phẩm ra và chuẩn bị cho mẻ tiếp theo. Hình dạng của khuôn ép tùy theo loại sản phẩm. Sản phẩm cuối cùng là bồn rửa, xô, các mô hình nhựa và các sản phẩm lớn hơn như bệ chắn dừng tàu và các dụng cụ.
(3) Ép thổi
Những đoạn ống nhựa sau khi được đẩy ra khỏi máy đùn sẽ được đưa vào máy thổi chai để tạo ra chai cho tất cả các mục đích sử dụng khác nhau, ví dụ như chai dầu gội đầu. Lúc này, khuôn khít lại để cắt thành từng đoạn ống bằng chiều cao của chai. Khí nén thổi vào để làm giãn nở đoạn ống theo hình dạng của khuôn. Sản phẩm được làm lạnh cho tới khi chúng cứng lại và được tháo ra khỏi khuôn.
(4) Ép chân không
Tấm nhựa được làm mềm bằng nhiệt và được kẹp giữa khuôn sau đó được hút chân không đế tạo ra sản phẩm, ví dụ như cốc và khay.
(5) Phương pháp thổi phồng
Đây là một dạng ép đùn trong đó nhựa lỏng được thổi phồng thành hình trụ để tạo thành một màng mỏng. Phương pháp này được sử dụng để tạo ra các sản phẩm như túi mua sắm.
(6) Cán tấm
Nguyên liệu sau khi ra khỏi máy đùn sẽ có dạng ống mỏng và được đưa lên một tháp gồm một hệ thống bơm hơi và một trục kéo chạy bằng mô tơ. Khí nén sẽ thổi phồng ống nhựa mỏng. Bên ngoài được làm nguội bởi những ống thổi khí lạnh. Khi ống nhựa qua trục kéo, nó sẽ được cán thành tấm. Để thực hiện quá trình này, chỉ có những hạt nhựa chất lượng cao như nhựa thô mới có thể được sử dụng.
5.2. Phương pháp tái chế hóa học
a. Monome hóa
Phương pháp này chủ yếu để khôi phục monome thông qua quá trình khử polyme hóa. Trong khi chai PET có thể được tái chế để làm ra các mặt hàng dệt và tấm nhựa, chúng không thể được sử dụng để làm chai PET đựng đồ uống. Điều này là do chai PET đã qua sử dụng không thích hợp làm nguyên liệu cho chai nước giải khát, rượu hay xì dầu vì lý do vệ sinh và mùi. Tuy nhiên, chuyển đổi chai PET trở lại trạng thái trước đó là kinh tế hơn so với sản xuất nhựa PET từ dầu hỏa và dầu mỏ.
Phương pháp này phân hủy hóa học chai PET phế liệu thành các thành phần monome của chúng (khử polyme hóa) sau đó chúng được sử dụng để sản xuất chai PET.
Công ty Tenjin của Nhật Bản đã sử dụng phương pháp phân hủy độc quyền của mình, kết hợp ethylene glycol (EG) và methanol để phân hủy chất thải nhựa PET thành DMT (dimethyl terephthalate) và chuyển đổi thành nguyên liệu cho sản xuất vải và màng mỏng. Kỹ thuật này đã được cải tiến để tiếp tục phân hủy chai PET từ DMT thành PTA (axit terephtalic tinh chế) để sản xuất nhựa PET và Công ty Sợi Tenjin bắt đầu vận hành thương mại một cơ sở với công suất xử lý khoảng 62.000 tấn/năm vào năm 2003. Sản phẩm nhựa của công ty được Ủy ban An toàn thực phẩm Nhật Bản đánh giá phù hợp để sử dụng làm hộp đựng thức ăn vào năm 2004 và việc sản xuất chai từ chai phế thải đã được Bộ Y tế, Lao động và Phúc lợi chấp thuận.
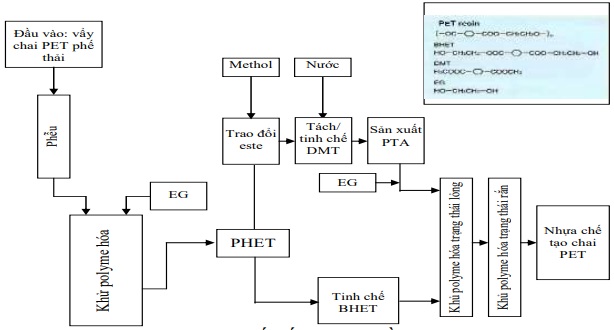
Hình 3. Quy trình tái chế chất thải nhựa bằng phương pháp hóa học
Công ty Aies tại Nhật Bản cũng đã phát triển một kỹ thuật để sản xuất nhựa bằng cách phân hủy nhựa thành các monome BHET (bis hydroxyethyl terephthalate) có độ tinh khiết cao sử dụng phương pháp khử polyme hóa mới bằng EG. Công ty này đã thành lập Công ty PET Reverse vào năm 2004 với công suất xử lý khoảng 23.000 tấn mỗi năm. Tuy nhiên, sự gia tăng đáng kể trong xuất khẩu chai PET phế thải gây ra tình trạng khan hiếm nguyên liệu và Công ty Sợi Tenjin đã dừng sản xuất chai từ chai phế thải, trong khi việc kinh doanh của Công ty PET Reverse vẫn đang được Công ty Seikan Kaisha Toyo (Công ty công nghệ tinh chế nhựa PET) điều hành.
b. Tái chế nguyên liệu bằng lò luyện sắt
Tại các nhà máy thép, quặng sắt, than cốc và các nguyên liệu thô phụ trợ được đưa vào lò luyện sắt và quặng sắt tan chảy để sản xuất gang.
Than cốc được sử dụng làm nhiên liệu để tăng nhiệt độ trong lò và cũng hoạt động như một chất khử bằng cách loại bỏ oxy từ oxit sắt, một trong những thành phần chính của quặng sắt. Do nhựa được làm từ dầu mỏ và khí đốt tự nhiên, thành phần chính của chúng là cacbon và hydro. Điều này có nghĩa là có thể sử dụng chúng thay cho than cốc làm chất khử trong lò luyện sắt.
Quá trình nhựa được sử dụng làm chất khử như sau: Chất thải nhựa thu gom từ các nhà máy và hộ gia đình được loại bỏ các chất không bắt cháy và các tạp chất khác như kim loại, sau đó được nghiền thành bột mịn và đóng khối để giảm thể tích. Nhựa không chứa PVC được tạo hạt và đưa vào lò luyện sử dụng than cốc. Nhựa chứa PVC được đưa vào lò sau khi được tách hydroclorua ở nhiệt độ cao khoảng 350oC và không có oxy do sự phát xạ của hydroclorua có thể làm hỏng lò. Sau khi được tách, hydroclorua được thu hồi dưới dạng axit hydrocloric và được sử dụng cho các mục đích khác.

Hình 4. Quy trình tái chế chất thải nhựa bằng lò luyện sắt
Phương pháp khử hydroclorua này được Viện Quản lý chất thải nhựa, Hội đồng Các vấn đề môi trường PVC Nhật Bản, Hội đồng Môi trường Vinyl và Tập đoàn Thép JFE (trước đó là NKK) phát triển theo yêu cầu của Tổ chức Phát triển năng lượng và công nghệ công nghiệp mới (NEDO). Tập đoàn Thép JFE bắt đầu vận hành quy mô thực tế vào tháng 5/2004 với công xuất quy trình là 30.000.000 tấn.
c. Tái chế nguyên liệu hóa học bằng lò than cốc
Than cốc được làm từ than dính kết và quá trình này cũng sinh ra các hợp chất dễ bay hơi để sản xuất dầu hydrocacbon và khí đốt lò than cốc. Tuy nhiên, than cốc, dầu hydrocacbon và khí đốt lò than cốc cũng có thể được sản xuất từ chất thải nhựa. Tập đoàn Thép Nippon đã phát triển các thiết bị ở hầu hết các nhà máy thép của họ sử dụng chất thải nhựa làm nguyên liệu hóa học và nhiên liệu hiện đang được sử dụng ở các cơ sở ở Nagoya, Kimitsu, Muroran và Yawata (Nhật Bản).Tái chế nguyên liệu hóa học bằng lò than cốc
Tại những nhà máy này, chất thải nhựa được thu gom từ các hộ gia đình đầu tiên được bằm nhỏ và loại bỏ các tạp chất như sắt. PVC được loại bỏ trước khi nhựa được đun nóng đến 100oC và được tạo hạt, sau đó trộn với than và đưa vào buồng cacbon hóa của lò than cốc.
Buồng cacbon hóa có buồng cháy ở cả hai bên làm nóng gián tiếp nhựa bên trong. Chất thải nhựa không cháy bên trong buồng này do thiếu oxy, thay vào đó nó bị nứt ở nhiệt độ cao để tạo ra than cốc được dùng như chất khử trong lò than cốc, dầu hydrocacbon được sử dụng làm nguyên liệu hóa học và khí đốt lò than cốc được sử dụng để sản xuất điện.
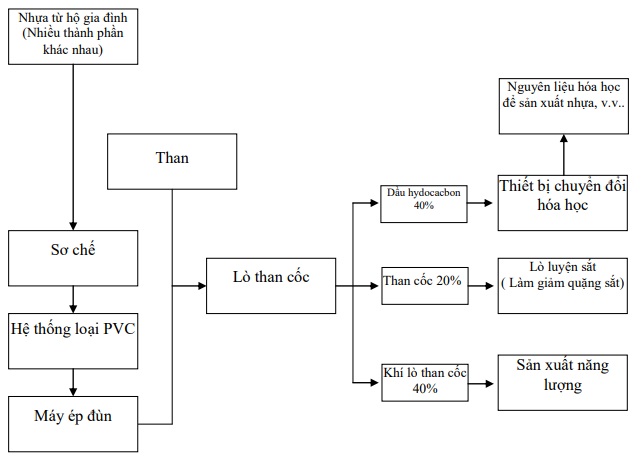
Hình 5. Quy trình tái chế chất thải nhựa bằng lò luyện than cốc
d. Khí hóa
Nhựa được chuyển đổi thành khí để sử dụng làm nguyên liệu thô trong ngành công nghiệp hóa chất. Thành phần của nhựa chủ yếu là cacbon và hydro do đó thường sản sinh ra cacbon dioxit và nước khi đốt cháy. Quá trình khí hóa bao gồm làm nóng nhựa và bổ sung thêm oxy và hơi nước. Nguồn cung oxy bị hạn chế, có nghĩa là có nhiều nhựa được chuyển thành hydrocacbon, cacbon monoxit và nước.
Cát được đốt nóng đến 600-8000C được trộn trong lò khí hóa nhiệt độ thấp giai đoạn đầu. Nhựa đưa vào lò khi tiếp xúc với cát tạo thành hydrocacbon, cacbon monoxit, hydro và than. Nếu nhựa chứa clo, chúng sẽ tạo ra hydroclorua. Nếu nhựa được sử dụng để sản xuất kim loại hay thủy tinh, những loại này được sử dụng như các chất không cháy.
Khí từ lò khí hóa ở nhiệt độ thấp phản ứng với hơi nước ở nhiệt độ 1.300-1.5000C trong lò khí hóa nhiệt độ cao giai đoạn hai sản xuất ra khí chủ yếu gồm cacbon monoxit và oxy. Ở cửa lò, khí được nhanh chóng giảm nhiệt xuống 2000C hoặc thấp hơn để tránh hình thành dioxin. Xỉ lò luyện sắt được sử dụng làm vật liệu xây dựng và công trình dân dụng.
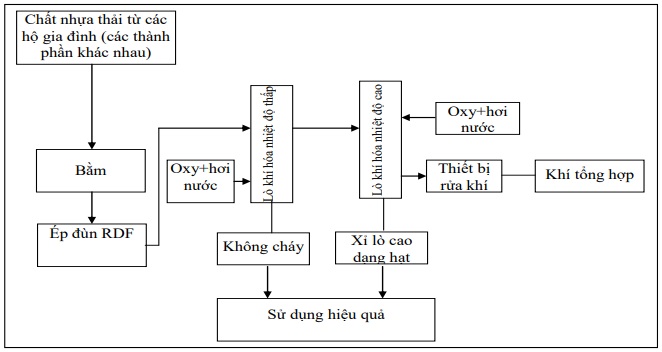
Hình 6. Quy trình tái chế chất thải nhựa bằng phương pháp khí hóa
Sau đó, khí được cho đi qua thiết bị lọc khí và hydroclorua còn xót lại được trung hòa bằng chất kiềm và bị loại bỏ khỏi khí tổng hợp. Khí tổng hợp được sử dụng làm nguyên liệu thô trong ngành công nghiệp hóa chất để sản xuất các hóa chất như hydro, methanol, ammoniac và axit a-xê-tich.
Để thử nghiệm công nghệ này, Công ty Rekisei Kouyu, Nhật Bản đã thành lập Trung tâm Hóa lỏng nhựa Niigata ở thành phố Niigata để xử lý tất cả các loại chất thải nhựa từ các hộ gia đình. Áp dụng những phát hiện của Viện Quản lý chất thải nhựa từ dự án trên, trung tâm đã tiến hành hoạt động thử nghiệm từ tháng 12/1997 và hoạt động thương mại vào tháng 5/1999.
Một cơ sở quy mô lớn tương tự được Công ty Tái chế nhựa Sapporo xây dựng ở Sapporo và đi vào hoạt động từ tháng 4/2000. Tập đoàn Năng lượng Nhật Bản bắt đầu vận hành một nhà máy để chuyển đổi dầu từ chất thải nhựa tái chế của Công ty Tái chế nhựa Sapporo thành naphtha vào năm 2004.
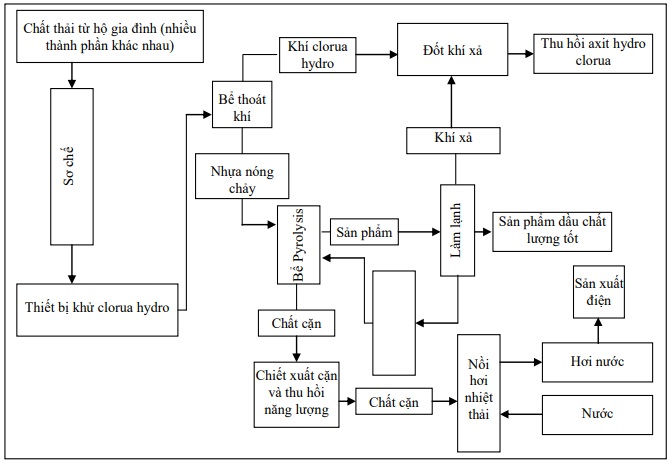
Hình 7. Quy trình tái chế chất thải nhựa bằng phương pháp hóa lỏng
5.3. Phương pháp tái chế nhiệt
Tái chế nhiệt có nghĩa là sử dụng nhựa làm nhiên liệu chính để thu hồi năng lượng. Nhựa có hiệu suất tỏa nhiệt cao do nhựa có nguồn gốc từ dầu. Giá trị năng lượng của nhựa tương đương hoặc lớn hơn so với than. Nhựa có thể được đốt và cung cấp năng lượng dưới dạng nhiệt.
Một trong những ứng dụng chủ yếu của quá trình tái chế nhựa là thu hồi nhiệt để sản xuất hơi nước nóng cho mục đích sưởi ấm hay chạy các máy phát điện. Một trong các giải pháp đang được nghiên cứu ứng dụng là xây dựng cơ sở chế biến trung gian để cung cấp nhiên liệu cho nhà máy điện. Nhờ chế biến trung gian, chất thải nhựa có thể trở thành nhiên liệu chuyển hoá hoặc dầu tái sinh, có thể được sử dụng rộng rãi, không cần có hệ thống thu gom phân loại phức tạp, vì chất thải giấy, chất thải sinh hoạt và các chất thải khác không phải nhựa có thể trộn lẫn cùng nhiên liệu có nguồn gốc từ chất thải.
(Lytuong.net – Nguồn: https://vista.gov.vn/vn-uploads/tong-luan/2014/tl11_2014.pdf)